
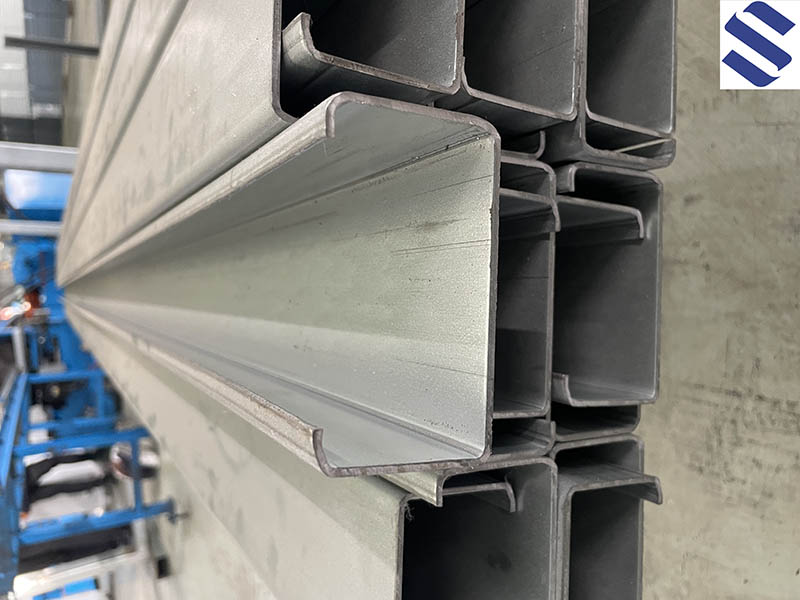
Saulės fotovoltinių laikiklio ritininio formavimo mašina
Ši mašina kaip žaliavą naudoja cinkuotą arba šaltai valcuotą plieną, atlikdama kelis veiksmus, kad suformuotų konkrečios formos ir dydžio kintamosios srovės kanalo profilį.
Formavimo pakopų įtaisai apima ritinėlį, padavimo ir lyginimo įtaisą, perforavimo įtaisą, pagrindinį formavimo volelį, hidraulinį pjaustytuvą.
Keitiklis valdo variklio greitį, PLC sistema automatiškai valdo ilgį ir kiekį.
Todėl mašina užtikrina nuolatinę automatinę gamybą, kuri yra ideali įranga šaltojo valcavimo formavimo pramonei.
| Profilio medžiaga | A) Cinkuota juosta | Storis (MM): 1,5–2,5 mm |
| B) Juoda juostelė | ||
| C) Anglies juostelė | ||
| Takumo riba | 250–550 MPa | |
| Tempimo įtempis | G250 Mpa–G550 Mpa | |
| gamybos linijos dalys | Pasirinktinai | |
| Formavimo stotis | 18–20 laiptelių (pagal kliento brėžinį) | |
| Pagrindinis mašinos variklio prekės ženklas | TECO/ABB/Siemens | SEW |
| Vairavimo sistema | Pavarų dėžės pavara | * Pavarų dėžės pavara |
| Formavimo greitis | 10–15 m/min. | 20–35 m/min. |
| Volelių medžiaga | CR12MOV (dongbei plienas) | Cr12mov (dongbei plienas) |
| Dažnio keitiklio prekės ženklas | YASKAWA | SEW |
| PLC prekės ženklas | Mitsubishi | * „Siemens“ (neprivaloma) |
| Šlyties sistema | SIHUA (importas iš Italijos) | SIHUA (importas iš Italijos) |
Struktūrinio kanalo valcavimo formavimo mašinos pristatymas
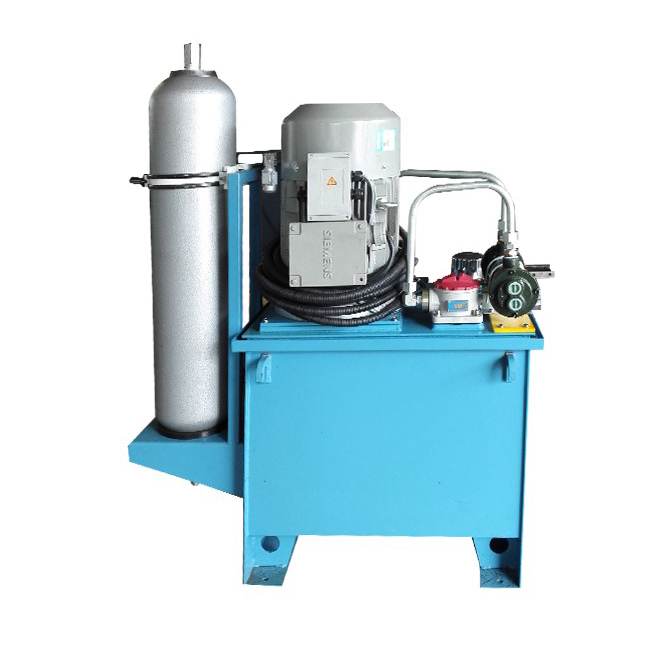
Gamybos procesas: Atlaisvinimo įrenginys → svirtis ir tiektuvas → presavimo mašina (su perforavimo įrankiu) → ritininio formavimo profilis → pjovimo stalas → pakavimo stalas (hidraulinė sistema aprūpinta galia), visos dalys buvo valdomos elektrine valdymo sistema.
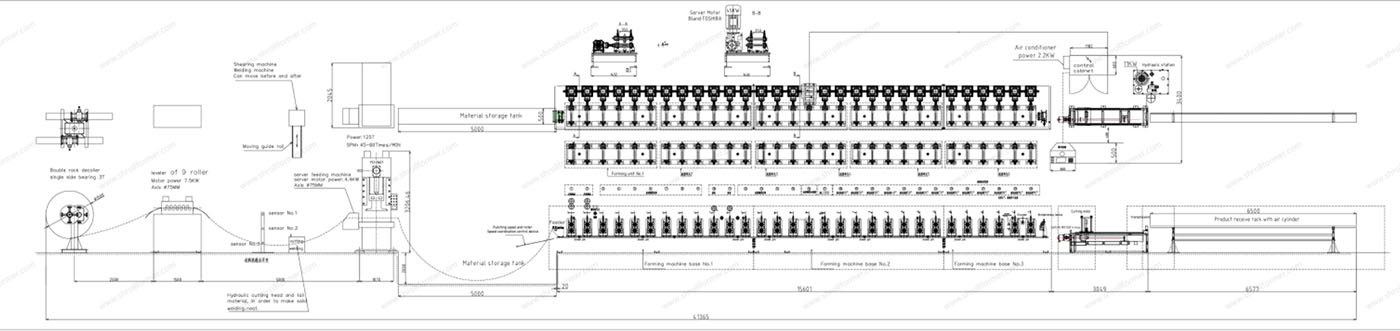

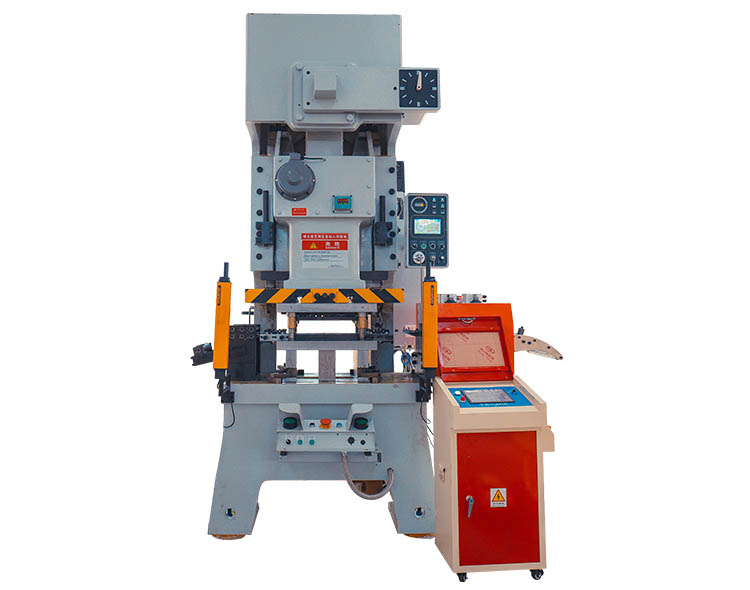
Konstrukcinio kanalo valcavimo formavimo mašinos lygintuvas.

Yangli talpa 125 tonos YANGLI JH21-125.
C 38*40 valcavimo formavimo mašina. Gaminio greitis 30–50 m per min.

Sudedamas stalas 6,5 m.

1. Kodavimo įrenginys: OMRON (japonų prekės ženklas)
2. Dažnio variklis: 45 kW (NIDEC) JAPONIJA
3. PLC: MITSUBISHI (japonų prekės ženklas)
4. Žmogaus sąsaja: KINCO
5. Relė: OMRON (japonų prekės ženklas)



Produktų kategorijos
-
SIHUA aukštos kokybės, karšto pardavimo kasetinis kilio kanalas...
-

Itališkos technologijos lubos SIHUA pagrindinės ir skersinės...
-

Lubų T tinklelio ritininio formavimo mašina
-

SIHUA automatinės greitaeigės, didelio tikslumo...
-

Profilių valcavimo gamybos linija CW; UW...
-

Cu profilio ritininio formavimo mašinos pakavimas